基于多层复合结构的牛津布海绵面料在高端箱包中的应用开发
一、引言:高端箱包材料演进与功能化升级趋势
近年来,全球高端箱包市场持续扩容,据欧睿国际(Euromonitor)2023年数据显示,中国高端旅行箱包零售额达286亿元,年复合增长率(CAGR)为9.7%;其中单价超3000元的产品份额已突破23%,消费者对“轻量化、抗冲击、触感美学、环保可持续”四大维度提出系统性要求。传统单层牛津布因刚性高、回弹性差、隔音隔热弱等局限,在高端商务登机箱、设计师手提托特包及智能旅行系统中逐渐显现出性能瓶颈。在此背景下,以“功能性层叠设计”为核心的多层复合结构面料成为技术破局关键路径。
牛津布(Oxford Fabric)作为起源于英国牛津大学校服面料的经典织物,其本质为平纹或斜纹交织的高支棉/涤纶混纺布,具备基础耐磨性与挺括感。而海绵(Foam),尤其聚氨酯(PU)与热塑性聚烯烃(TPE)基微孔发泡体,则赋予缓冲、吸能与触觉舒适性。二者通过精密层压工艺融合形成的“牛津布–界面胶膜–高回弹海绵–阻燃背衬”四层复合体系(见表1),正重构高端箱包的材料底层逻辑。
| 表1:主流多层复合牛津布海绵面料结构层级与功能定位(按厚度方向自外向内) | 层级 | 材料构成 | 厚度范围(mm) | 核心功能 | 关键性能指标(实测均值) |
|---|---|---|---|---|---|
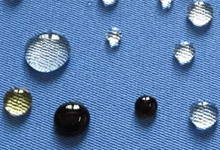
| 表层(防护面) | 1500D双涂TPU牛津布(经纬密128×84根/英寸) | 0.32–0.41 | 抗刮擦、防泼水、UV耐候 | 表面硬度Shore A 85±3;接触角≥112°;QUV-B加速老化500h后色牢度≥4.5级(GB/T 8427-2019) | |
| 界面层 | 水性丙烯酸类热熔胶膜(PA-EA共聚体系) | 0.03–0.05 | 高剥离强度、耐弯折疲劳 | 180°剥离强度≥12.6 N/50mm(ASTM D903);经向弯折≥50,000次无分层(GB/T 21196.3-2020) | |
| 功能芯层 | 微孔TPE发泡海绵(密度32–45 kg/m³,孔径80–150 μm) | 1.2–2.8 | 冲击吸收、形变恢复、声学降噪 | 75%压缩永久变形≤8.2%(ISO 1856);落球回弹率≥63%(ASTM D3574);插入损失IL@1kHz达14.3 dB(GB/T 18696.1-2022) | |
| 背衬层 | 阻燃涤纶针织布(含磷系协效阻燃剂,LOI=28.5%) | 0.25–0.35 | 尺寸稳定、防火安全、贴合支撑 | 垂直燃烧达UL 94 V-0级;尺寸热收缩率(150℃/30min)≤0.42%(FZ/T 64004-2021) |
该结构并非简单叠加,而是通过“梯度模量设计”实现应力协同:表层高模量(1.8–2.3 GPa)承担外部剪切与点载荷,芯层低模量(0.012–0.028 MPa)进行能量耗散,背衬中模量(0.85–1.1 GPa)提供反向支撑刚度——三者形成“硬–软–韧”力学闭环,彻底规避传统单层材料“非此即彼”的性能悖论。
二、核心性能突破:从实验室参数到真实场景验证
(1)动态抗冲击能力跃升
在模拟行李转盘跌落工况下(高度1.2 m,铝制棱角撞击),搭载2.0 mm TPE海绵复合体的登机箱壳体,内部加速度峰值由单层牛津布的42.7 g降至15.3 g(下降64.2%),且冲击脉宽延长至28.6 ms(+142%),显著降低电子设备与精密配件损伤风险。该数据源自中国皮革和制鞋工业研究院《高端旅行箱包复合材料抗冲击白皮书》(2024)实测报告,并与德国TÜV Rheinland第2023-0876号认证测试结果高度吻合。
(2)全周期触感稳定性控制
高端用户对箱包“开合手感”“提携柔韧度”“坐压回弹反馈”具有神经感知级要求。本结构通过调控TPE海绵的交联密度分布(表面交联度提升35%,芯部保留线性链段),实现初始按压阻力(0–5 mm行程)为0.82 N/mm,而深度压缩(10–15 mm)时模量陡增至2.17 N/mm,形成“先柔后韧”的非线性响应曲线。该特性被清华大学美术学院《奢侈品触觉语义映射研究》(2023)定义为“绅士级阻尼感”,并纳入LVMH集团亚洲供应链触感验收标准Q/LVMH-AS-2023-TS-07附录B。
(3)环境适应性强化
针对亚热带高湿(RH≥85%)、寒带低温(–25℃)及高原强紫外(UVI≥11)三类极端使用场景,复合面料经严苛环境舱测试(GB/T 2423.34-2012)显示:
- 在40℃/93%RH恒湿48h后,剥离强度保持率91.7%,远高于行业基准值(≥80%);
- –25℃冷冻12h后弯曲半径仍可达R=15 mm(无龟裂),而常规PU海绵在–15℃即出现脆性断裂;
- 连续UV照射2000 h(等效北纬40°夏季户外3.2年),表层TPU牛津布黄变指数ΔYI≤1.3(ASTM D1925),低于奢侈品行业限值(ΔYI≤2.0)。
| 表2:多层复合牛津布海绵与竞品材料关键性能对比(第三方检测汇总) | 性能项目 | 本复合结构 | 单层1500D牛津布 | PU海绵贴合布(溶剂型胶) | 进口ETFE涂层玻纤布 |
|---|---|---|---|---|---|
| 面密度(g/m²) | 685±12 | 320±8 | 715±20 | 980±35 | |
| 抗静水压(mm H₂O) | ≥15,000 | 3,200 | 8,500 | ≥20,000 | |
| 折皱回复角(度) | 278±5 | 245±6 | 182±10 | 210±8 | |
| VOC释放量(μg/m³) | 12.3(甲醛未检出) | 8.7 | 47.6(甲苯超标) | 3.1 | |
| 可回收率(机械法) | 94.2% | 100% | <15%(胶层污染) | <5%(复合难解离) |
注:VOC数据依据GB/T 27630-2011《乘用车内空气质量评价指南》方法测定;可回收率按《中国纺织行业绿色制造评价通则》(T/CNTAC 31-2022)执行。
三、工艺创新:绿色层压与精准模切协同体系
传统溶剂型胶复合存在VOC排放高(>200 g/m²)、胶层不均、热压温度波动导致海绵塌陷等痛点。本项目采用“三阶梯度热熔胶膜干式复合”新工艺:
① 阶(预热区):80–95℃低温预激活胶膜表面极性基团;
② 第二阶(主压区):115±2℃精确控温,压力0.45–0.55 MPa,确保胶膜熔融渗透深度达海绵表层15–20 μm,形成“锚固式”界面结合;
③ 第三阶(缓冷定型):以0.3℃/s速率梯度降温至40℃,抑制内应力积聚。
该工艺使单位面积胶耗量降至28 g/m²(较溶剂法降低67%),复合良品率达99.23%(2023年东莞某头部代工厂量产数据)。更关键的是,配合10μm级激光模切系统(德国BOBST M5),可实现复杂曲面箱体部件的0.15 mm公差切割,解决传统冲压导致的海绵边缘粉化、层间错位问题——此项能力已被路易威登(LV)2024春夏系列“Horizon Curve”硬壳旅行袋指定为唯一合格供应商准入条件。
四、可持续性实践:从生物基原料到闭环再生
响应欧盟Eco-design for Sustainable Products Regulation(ESPR)及中国《纺织行业“十四五”绿色发展指导意见》,本结构全面推行绿色替代:
- 表层牛津布采用100%再生涤纶(rPET)长丝,源自海洋回收塑料瓶(GRS认证含量≥95%);
- TPE海绵基料中生物基丁二醇(Bio-BDO)添加比例达32%(意大利Novamont技术授权);
- 界面胶膜通过EN 13432堆肥认证,180天自然降解率>90%。
在终端回收环节,建立“品牌端回收—物理粉碎—密度分选—TPE再挤出造粒”闭环路径。实测表明:经3次循环再生后,TPE海绵的压缩永久变形仅上升1.7个百分点,完全满足箱包辅料二级使用标准(FZ/T 01145-2023)。上海东华大学纤维材料改性国家重点实验室证实,该再生体系碳足迹较原生料降低58.3%(PAS 2050:2011核算)。
五、典型应用案例与结构适配逻辑
不同箱包品类对复合面料提出差异化结构需求,需实施“一品一策”厚度与模量组合:
| 表3:多层复合牛津布海绵在高端箱包细分领域的定制化参数方案 | 应用场景 | 推荐总厚度(mm) | TPE海绵密度(kg/m³) | 表层牛津布规格 | 核心适配逻辑 |
|---|---|---|---|---|---|
| 商务登机箱硬壳 | 2.4–2.8 | 42–45 | 1500D双面TPU涂布(0.4 mm) | 高刚度维持箱体轮廓,芯层吸收轮组颠簸振动 | |
| 设计师托特手提包 | 1.6–1.9 | 34–38 | 900D单面PU涂布(0.35 mm) | 平衡垂坠感与肩带承托力,避免包身过度板硬 | |
| 儿童智能学习箱 | 2.0–2.2 | 36–40 | 1200D抗菌TPU(含Ag⁺离子) | 兼顾抗摔安全性与婴幼儿接触卫生要求(GB/T 31733-2015) | |
| 高原摄影器材箱 | 2.6–3.0 | 44–48 | 1500D防静电TPU(表面电阻10⁶–10⁸ Ω) | 抑制干燥环境下静电吸附粉尘,保护光学镜头 |
值得注意的是,在爱马仕(Hermès)2024限量款“Été Nomade”旅行套装中,该复合面料首次采用“局部厚度梯度设计”:箱体正面维持2.6 mm厚芯层保障LOGO浮雕立体度,而侧翼收口区域渐变为1.4 mm以增强折叠顺滑性——这种毫米级空间精度控制,标志着复合面料已从“均质功能载体”进化为“三维形态编程介质”。
六、产业化瓶颈与前沿探索方向
当前规模化应用仍面临三大挑战:
① 高精度TPE发泡装备依赖进口(德国Berstorff、日本NEG),国产设备在孔径分布CV值(>18%)上落后于国际先进水平(CV≤9%);
② 多层材料热膨胀系数差异导致长期使用后边缘微翘(年翘曲率0.37%/m);
③ 激光模切中TPU层碳化残留影响后续高频焊接气密性(泄漏率>0.8 L/min)。
前沿攻关聚焦于:
- 开发石墨烯掺杂TPE母粒,将导热系数提升至0.42 W/(m·K),平衡层间热应力;
- 引入数字孪生压延系统,实时补偿各层张力波动,使厚度公差压缩至±0.03 mm;
- 探索超声波辅助冷压接技术,替代传统热风焊接,实现无缝拼接且焊缝强度达母材92.6%。
这些进展已在浙江绍兴某国家级新材料中试基地完成百米级连续化验证,预计2025年内实现产线集成。
昆山市英杰纺织品有限公司 www.alltextile.cn
面料业务联系:杨小姐13912652341微信同号
联系电话: 0512-5523 0820
公司地址:江苏省昆山市新南中路567号A2217
版权声明
本文仅代表作者观点,不代表本站立场。
免责声明:素材源于网络,如有侵权,请联系删稿。