clsrich 第1518页
-

置顶纳米膜复合面料和纳米纤维复合面料助力智能堆肥发酵技术系统
纳米膜智能堆肥发酵技术系统可根据项目县的总粪污量提供相应的解决方案,规划粪污处理中心,分散式布置,集中处理,进行共享利用,减少运输成本,解决环保臭味问题。 中文名:纳米膜智能堆肥技术特 点:防水、对周边环境影响小、无臭味溢出等技术特点纳米膜智能堆肥不需要建设厂房、搭棚,只需进行场地硬化,可兼容当前主流的槽式和条垛式堆肥已有基建,设备使用寿命长达8-10年;环保无臭。纳米膜是高分子选择性透气膜,具有防水、透湿、杀菌、除臭等功能,对周边环境影响小,无臭味溢出,不用搭载臭气收集及处理设备;...
-

圆纬机内冷外热或将延续?
“近几年随着针织产品的应用多元化,包括大圆机在内的产品市场表现不错。总体来看,产业升级的步伐仍会加快,且随着新冠肺炎疫情带来的影响,行业在劳动力供给、生产效率提升等方面的需求必将持续,高端化、高性价比产品会迎来更多机会。对于纺机企业而言,要有提供更好解决方案的能力,且要妥善解决疫情带来的服务问题。”在近日以线上形式召开的...
-

-

-
后疫情时代窗帘产业发展趋势论坛在柯桥举行
后疫情时代窗帘产业面临全新的变局,各品牌在快速行动,力争占领消费市场。消费升级、数字经济带来的变革促使消费流量迅速向线上聚拢,柯桥窗帘行业所面临的困境不断升级。窗帘产业如何发展、营销?如何更好地满足消费升级的需求?这是需要探讨的一大问题。 近日,由中国轻纺城窗帘布艺协会、浙江工业大学柯桥创新研究院主办,浙江萤火虫会...
-

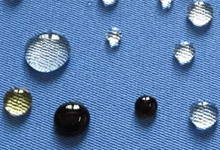
拒水织物的功能和用途
1.拒水织物的功能 拒水织物具有拒水和透湿的功能,即该织物既能阻止冰雪和雨水的渗透,又能迅速有效地散发人体或包装覆盖物排出的汗液或水汽。若人体排出的汗液不能及时有效地排出,热时就会引起热的蓄积使人感到闷热、黏着个舒服或冷时汗汽就会凝聚结露降低服装的保暖性,使人感到湿冷,如果物品的水汽不能排出就会因潮湿而霉坏。所以拒水织物的功能可以概括为: (1)阻止水的渗透,防止人体或物品被淋湿。 (2)改善人体和服装间或物品与覆盖物间的微气候环境,使人体感觉舒适温暖和不问热发熟或不感到湿冷不被冻伤或物品损坏。 2.拒...
-
-
浙江省召开蚕种业协会工作暨新技术培训会
2022年6月21日,浙江省蚕种业协会在浙江省湖州市长兴县召开了浙江省蚕种业协会第四届七次理事扩大会暨新技术培训会。中国蚕学会副理事长浙江省农业技术推广中心副主任吴海平研究员、国家蚕桑产业岗位科学家浙江省蚕桑茶叶研究所所长王永强研究员、湖州市农业农村局副局长许建红等领导与全体理事及有关代表共60余人参加了会议。会议由浙江...
-
-
-
盛泽加速打造高端纺织产业创新集群 总投资13亿元
6月27日,吴江高新区(盛泽镇)2022年半年度重点项目开工仪式在吴江纺织循环经济产业园举行,苏州思梭自动视觉检测机器人、吴江创新印染、吴江新生针纺等3个项目开工,总投资13.46亿元。 仪式上,吴江区委常委、副区长、吴江高新区党工委书记、盛泽镇党委书记沈春荣表示,今年以来,面对新冠肺炎疫情的突然冲击,盛泽镇党委、...